
公司熱線: 18315829992
南通風管生產線、風管生產線生產廠家、嘉邁機械(多圖)
德州嘉邁機械設備有限公司
- 經營模式:生產加工
- 地址:德州經濟技術開發區升源路318號
- 主營:通風設備,切割設備,環保設備,通風管道加工設備
- 產品詳情
- 聯系方式
- 產品品牌:嘉邁機械
- 供貨總量:不限
- 價格說明:議定
- 包裝說明:不限
- 物流說明:貨運及物流
- 交貨說明:按訂單
- 有效期至:長期有效
南通風管生產線、風管生產線生產廠家、嘉邁機械(多圖) :
德州嘉邁機械,氣動合縫機,液壓鉚釘機風管生產線風管加工工藝具體操作步驟:
A、 工生產線主要機具
B、加工流程
在較大規模的風管制作項目中,使用卷材不但可以節省材料,而且可以提高工效。但是卷板必須經過校正,否則會因為鋼板本身的變形而影響風管加工的外觀質量。
YZXP-12型校平機對于0.8mm-1.2mm的鋼板具有較為滿意的校平效果,同時,在整條生廠線中,作為牽引開卷的動力源,與YZKJ-12型開卷機配合,完成了卷材開卷展平的過程,并為剪板下料提供了拉動力。
⑴ 風管咬口方式采用聯合角式咬口
⑵ 風管下料宜采用四片式下料或兩片式下料方式,對于管口徑小于500mm的風管可采用單片式下料。
⑶ 風管下料時除了預留出相應的咬口量外,還必須預留出組合法蘭成型量。
⑷ 采用單片或雙片式下料時,應將板材在折方線的組合法蘭成型留量范圍內切斷,再進行后續工作。
C. 壓筋加固
⑴ 矩形風管,通常都需要進行壓筋加固,壓筋線應盡量與法蘭線方向平行。
⑵ 加強筋外凸方向為風管外側。
D. 咬口成型
⑴ 根據不同的咬口形式要求通過咬口機咬口。
⑵ 拼板成型的風管料也要預留共板法蘭成型量。

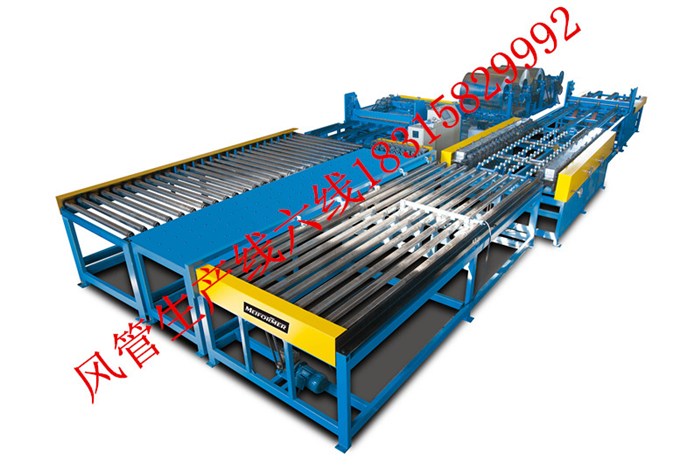
?風管生產先在生產生活中都有著非常普遍的應用,隨之風管行業的不斷發展,不同作用的風管生產先也出現在日常的生活中。風管生產線為風管的生產速度和質量都做出了巨大的貢獻,下面就由通風管道生產線帶大家了解一下風管生產線。
??經濟型風管生產線I是由上料架、調平壓筋機、電動剪板機或液壓剪板機組成。控制部分采用全電腦控制。該生產線/大工作速度為18米/分,精度為:長度誤差±0.5mm,對角線誤差為±0.8mm,上料架可以根據客戶要求配套。特別適合小型生產廠家使用。
??風管生產線II線:
??特點:Ⅱ線是由上料架、調平壓筋機、沖尖口和沖方口油壓機、液壓剪板機所組成。電器控制部分采用全電腦控制,該控制系統具有閉環反饋系統,生產精度和穩定性明顯提高。其/大工作速度為16米/分。長度誤差為±0.5mm,對角線誤差±0.8mm。

風管生產線五線要定時進行處理清洗才可以使產品得以更長久的保存,這樣對產品對我們都有更好的幫助,下面風管生產線五線四線廠家就來說說保養策略。
風管生產線五線的效率雖然高但是也是很容易產生雜物的,如果不去進行保養清理就會影響風管生產線五線的后續工作進度。所以我們要想辦法對其進行全面整體的清洗,下面詳細介紹幾種清洗的方法。
1.動力洗刷法:主要是用氣動、電動的毛刷去除臟污,然后利用真空收集器來吸附。但這種方法要小心破壞保溫材料。
2.氣體沖洗法:主要是借助連接到風管的軟管來輸送壓縮空氣,再通過壓縮空氣把臟污排出。排出的臟污則被風管輸送進入真空集容器中。
3.直接清洗法:用刷子直接進入管道內壁進行清洗處理,這種方法簡單但是容易清洗不徹底,因為風管生產五線的風管不能形成完全的負壓條件。






